El plano que se va a utilizar es el siguiente:

Siguiendo el proceso para el maquinado CNC correcto, se debe encontrar la secuencia de corte que haga ahorrar más tiempo de maquinado, en este caso, la secuencia de corte es la siguiente:

ML A P1 ML A P2 MCL A P3 MCL A P4 MCL A P4 MCL A P5 MCL A P6 MCL A P7 MCL A P8 MCL A P9 ML A P10 MCL A P11 MCL A P12 MCL A P13 MCCH A P14 MCL A P15 MCL A P16 MCCH A P17 MCL A P18 MCL A P19 ML A P20
Tomando en cuenta que, ML = Movimiento lineal (sin corte), MCL = Movimiento de corte lineal, MCCA = Movimiento de corte circular antihorario, MCCH = Movimiento de corte circular horario.
Teniendo la secuencia de corte, se calculan las coordenadas:
P1 X0 Y0 Z70 P2 X12 Y9 Z2 P3 Z-3 P4 Y52 P5 Y30 P6 X43 P7 Y52 P8 Y9 P9 Z2 P10 X55 P11 Z-3 P12 Y52 P13 X68 P14 Y35 P15 X55 P16 X68 P17 Y68 P18 X55 P19 Z2 P20 X0 Y0 Z70
Con los pasos anteriores, ya se puede obtener el código CNC, el cual queda de la siguiente manera:

Nota: La sintaxis cambia dependiendo de la versión del software que se utiliza, si se utiliza la versión profesional pagada, la sintaxis para los cortes circulares es diferente, en este caso, se utilizó la versión para estudiantes.
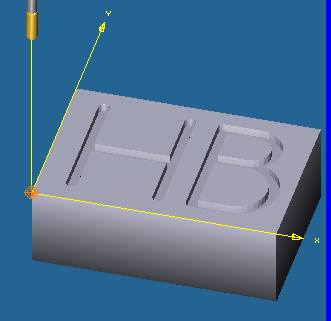
Se utilizó una herramienta de 4mm de diámetro y una placa de 88 X 60 X 30 milímetros.
El resultado es el siguiente:

Vídeo demostrativo:


